Exploring the Capabilities of Electrospinning
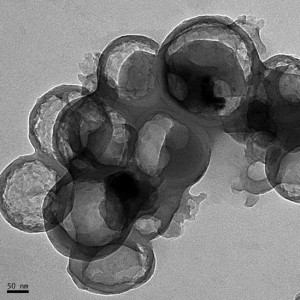
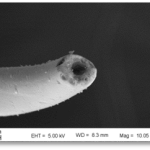
Nature is full of fibrous structures, such as wool, silk, and spider webs from the animal world and cotton, linen, and bamboo from the plant world. These fibrous materials perform special functions not available from bulk materials. If the diameter of the fibers is in the tens or hundreds of nanometers, we enter the world of nanofibers. Nanofibers, whether natural or synthetic, belong to nanomaterials and possess new material properties and functions due to the unique shape and size of the fibers and the myriad of ways these fibers are assembled. Some advantages of nanofibers are a high surface area (1 – 100 m2/g), high porosity (ca 90%), small diameter (10 nm – 1 mm), and a small, interconnected pore size. These unique features make nanofibers useful in numerous diverse application areas, such as filtration, catalyst, sensor, tissue engineering, and energy storage. Several methods are used to make nanofibers: template, self-assemble, phase-separation, melt-blowing, and electrospinning. Among these, electrospinning is deemed the most promising due to its ability to produce continuous nanofibers on a large scale and adjustable fiber structures from a variety of electrospinnable polymers. Read more
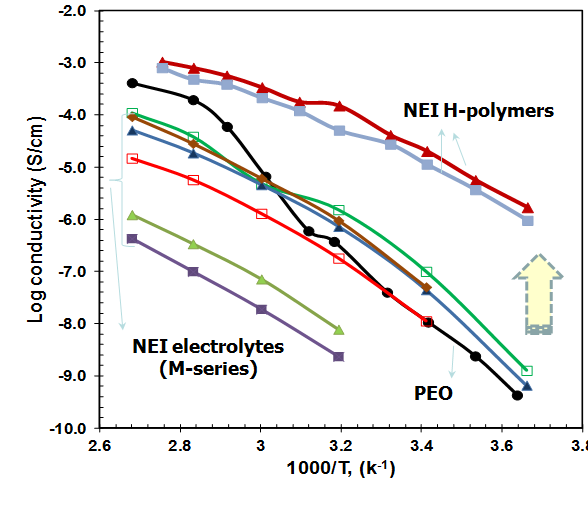
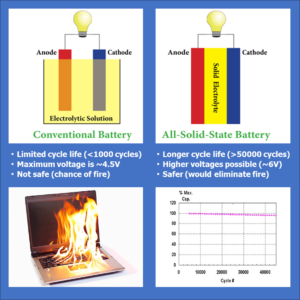 and Samsung’s Galaxy Note 7 catching fire, which resulted in the recall of more than 1 million smartphones in 2016. The combustion is mainly due to leakage of the liquid electrolyte, or short-circuit of the electrodes caused by the failure of the polymer gel separator, which also contains liquid.
and Samsung’s Galaxy Note 7 catching fire, which resulted in the recall of more than 1 million smartphones in 2016. The combustion is mainly due to leakage of the liquid electrolyte, or short-circuit of the electrodes caused by the failure of the polymer gel separator, which also contains liquid.
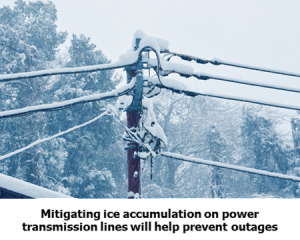 Gains in productivity and efficiency are possible when a coating or surface treatment provides functionalities beyond the usual protective and aesthetic properties. This realization has sparked great interest in functional coatings in recent years for applications that traditionally have not used paints or coatings. A good example is the use of anti-ice coatings on power transmission lines. Mitigating ice accumulation will help prevent power outages, which has a tangible and beneficial economic impact. Another example is the use of a surface treatment to increase the efficiency of power generation turbines.
Gains in productivity and efficiency are possible when a coating or surface treatment provides functionalities beyond the usual protective and aesthetic properties. This realization has sparked great interest in functional coatings in recent years for applications that traditionally have not used paints or coatings. A good example is the use of anti-ice coatings on power transmission lines. Mitigating ice accumulation will help prevent power outages, which has a tangible and beneficial economic impact. Another example is the use of a surface treatment to increase the efficiency of power generation turbines.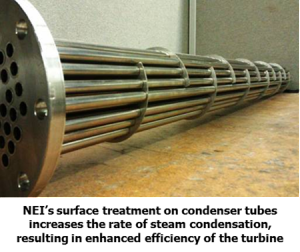
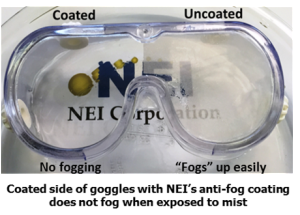 More often than not, many of the functionalities mentioned above need to be integrated into a single coating or surface treatment. For example, a transparent coating that resists finger printing also needs to be scratch resistant and durable. A coating that prevents fogging in eyewear and other transparent surfaces must also be durable and resistant to chemicals. Further, in order to meet the cost criteria, application of the coating must be compatible with conventional coating methods such as spray, dip, brush or flow. Over the past few years, NEI Corporation’s concerted efforts to develop and implement practical, multi-functional coatings are now coming to fruition.
More often than not, many of the functionalities mentioned above need to be integrated into a single coating or surface treatment. For example, a transparent coating that resists finger printing also needs to be scratch resistant and durable. A coating that prevents fogging in eyewear and other transparent surfaces must also be durable and resistant to chemicals. Further, in order to meet the cost criteria, application of the coating must be compatible with conventional coating methods such as spray, dip, brush or flow. Over the past few years, NEI Corporation’s concerted efforts to develop and implement practical, multi-functional coatings are now coming to fruition.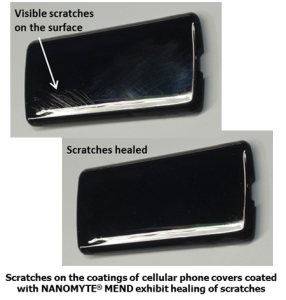 Backed by a bevy of issued and pending patents, NEI has introduced an array of coating products under the registered trade name NANOMYTE®. For example,
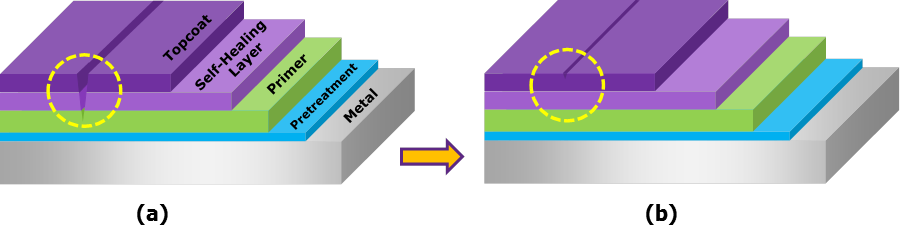
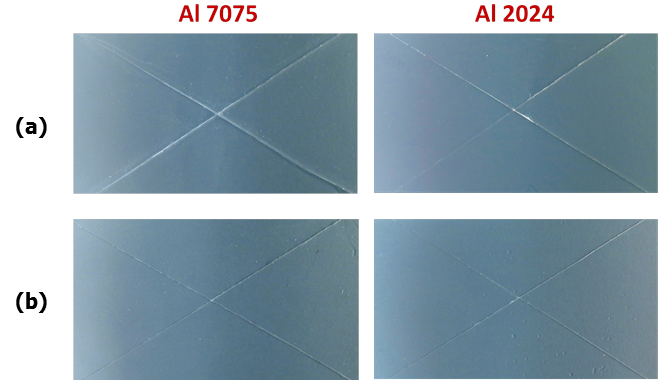
Backed by a bevy of issued and pending patents, NEI has introduced an array of coating products under the registered trade name NANOMYTE®. For example, 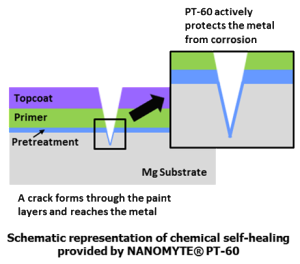 Self-healing principles can also be applied to surface treatments of metals, whereby the pretreatments can mimic the performance of chromate conversion coatings. To this end, NEI has developed a series of pretreatments for different metals where a chemical self-healing mechanism imparts corrosion resistance. For example,
Self-healing principles can also be applied to surface treatments of metals, whereby the pretreatments can mimic the performance of chromate conversion coatings. To this end, NEI has developed a series of pretreatments for different metals where a chemical self-healing mechanism imparts corrosion resistance. For example, 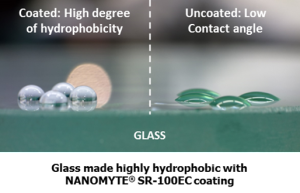 Durable hydrophobic coatings are highly desirable for numerous applications as they usually impart easy-to-clean and stain-resisting properties to surfaces. For aesthetic reasons, there is also a need for a thin, transparent, easy-to-clean coating that does not add excess weight and does not change the appearance of the substrate to be coated. Further desirable properties of such coatings include a high degree of scratch/abrasion resistance, excellent adhesion, and chemical resistance, all of which are critical in maintaining a durable coating. In addressing these needs, NEI’s recently developed
Durable hydrophobic coatings are highly desirable for numerous applications as they usually impart easy-to-clean and stain-resisting properties to surfaces. For aesthetic reasons, there is also a need for a thin, transparent, easy-to-clean coating that does not add excess weight and does not change the appearance of the substrate to be coated. Further desirable properties of such coatings include a high degree of scratch/abrasion resistance, excellent adhesion, and chemical resistance, all of which are critical in maintaining a durable coating. In addressing these needs, NEI’s recently developed 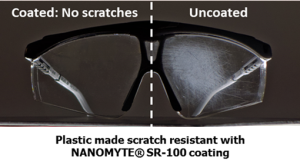 Scratch resistance is a sought-after property for coatings in a variety of applications, such as ophthalmic and sports-wear lenses, automobile and airplane windows. Plastic substrates, such as polycarbonate and acrylic, can scratch easily and lose transparency quickly during daily use and maintenance. Hard and optically transparent coatings for plastic substrates possess a significant market potential. NEI offers a patented (US Patent 9,006,370) transparent, scratch-resistant coating called
Scratch resistance is a sought-after property for coatings in a variety of applications, such as ophthalmic and sports-wear lenses, automobile and airplane windows. Plastic substrates, such as polycarbonate and acrylic, can scratch easily and lose transparency quickly during daily use and maintenance. Hard and optically transparent coatings for plastic substrates possess a significant market potential. NEI offers a patented (US Patent 9,006,370) transparent, scratch-resistant coating called