NEI Addresses Unmet Self-Healing Needs for Transparent Polymeric Films Market
June 18, 2019
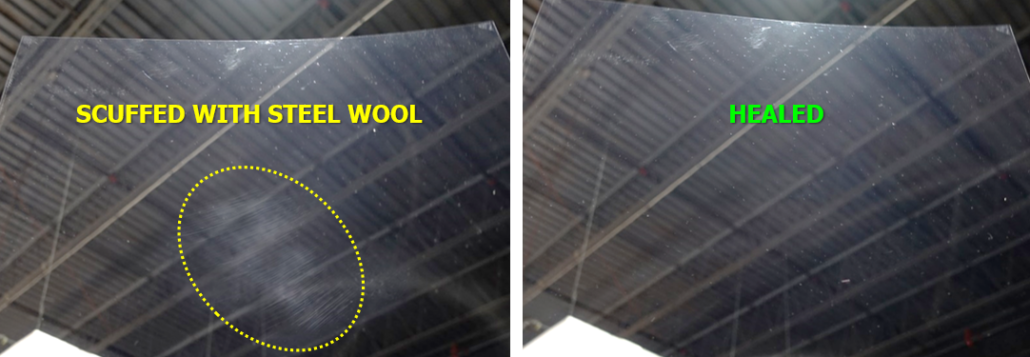
Somerset, NJ (USA) – NEI Corporation announced today that it has successfully demonstrated application of its NANOMYTE® MEND 1000 self-healing coating technology on PET film. The coated film is able to recover from repeated scuffing and scratching after heating  to 60°C, typically using hot water or a hair dryer. Self-healing is achieved by a thermally-induced, physical self-healing phenomenon which leads to gap closing and crack sealing. This allows the coating to heal repeatedly at the same defect location, which helps to reduce life cycle costs by increasing the service life of the coated material. NEI’s MEND coatings exploit a unique phase-separated morphology that facilitates delivery of the self-healing agent to the damage site (such as a scratch or crack), thereby restoring the coating appearance & function.
to 60°C, typically using hot water or a hair dryer. Self-healing is achieved by a thermally-induced, physical self-healing phenomenon which leads to gap closing and crack sealing. This allows the coating to heal repeatedly at the same defect location, which helps to reduce life cycle costs by increasing the service life of the coated material. NEI’s MEND coatings exploit a unique phase-separated morphology that facilitates delivery of the self-healing agent to the damage site (such as a scratch or crack), thereby restoring the coating appearance & function.
There are numerous applications for polymeric films produced in the roll-to-roll coating industry, including signage, vehicle wraps, interior and exterior wall wraps, and protective overlaminates such as those commonly found on touchscreens or installed over window glass. These films are typically relied upon to protect from physical damage or to reduce the transmission of light while providing heat rejection, features which are in high demand for automotive and architectural glass.
Roll-to-roll processes present unique challenges for coatings in terms of the speed and temperature necessary to achieve a sufficient cure. Line speed requirements will often dictate that curing occur within a period of 1-2 minutes at temperatures around 100°C. To increase the speed of cure to better suit continuous, roll-to-roll processing of coated film, NEI now supplies a catalyst additive which can reduce the dry-to-touch (DTT) time to as little as 1 minute at 100°C (exact time and temperature will depend on wet film thickness and other processing conditions), which has allowed its customers in the roll-to-roll coating industry to successfully process the coating.
NEI supplies three versions of its popular NANOMYTE® MEND self-healing coating products to meet different performance and processing requirements:
- MEND 1000 – heat cure, 60°C healing temperature
- MEND 2000 – heat cure, 25°C healing temperature
- MEND 3000 – ambient cure, 60°C healing temperature
The coatings are supplied as 2 components, Parts A and B, which are mixed before application. Further customization can then be accomplished with the addition of a catalyst to speed up curing and/or a reducer to adjust viscosity. NEI can also supply coating formulations with increased viscosity to meet process requirements. Please refer to the product technical datasheets for further guidance. To enhance light-stability and weatherability, NEI also offers its MEND product line with UVP technology to protect sensitive surfaces by blocking UV light while preserving the coating performance. This feature can be critical for some applications, such as those which may cause yellowing of sensitive polymers. NANOMYTE® UVP coating products have demonstrated their ability to endure a minimum of 1000 hours of weatherability testing per ASTM D4587, “Accelerated Weathering under Fluorescent UV-Condensation Exposure”. The testing was performed in a QUV chamber under the conditions specified in ASTM G154, Cycle 1, the most commonly used exposure cycle designed to simulate severe outdoor service conditions.
NANOMYTE® MEND coating products can be applied by a variety of processes, including spraying, dipping and flowing. NEI also offers in-house coating services for customer’s parts as well as coating development services, wherein coating formulations are created to address specific customer requirements.
Links to Technical Data Sheets:
- NANOMYTE® MEND 1000 | MEND 1000-UVP
- NANOMYTE® MEND 2000 | MEND 2000-UVP
- NANOMYTE® MEND 3000 | MEND 3000-UVP
Additional Information: Safety Data Sheets ♦ MEND Product Page ♦ Demonstration Video
View / Download Press Release (pdf) ↓
About NEI Corporation: NEI Corporation is an application-driven company that utilizes nanotechnology to develop and produce advanced materials. The company’s core competencies are in synthesizing nanoscale materials and prototyping products that incorporate the advanced materials. NEI offers an array of Advanced Protective Coatings for metal and polymer surfaces. The coatings have tailored functionalities, such as anti-corrosion, self-healing, scratch resistance, ice-phobic, and self-cleaning.
For more information, give us a call or email us.